






Китайские производители TiO2: технологии?
2026-01-11
Когда говорят о китайском диоксиде титана, многие сразу думают о цене. Дешево, доступно, иногда сомнительного качества — такой стереотип. Но за последние лет семь-восемь картина сильно изменилась, и если копнуть глубже в вопрос именно технологий, а не просто объемов, то становится интересно. Там, где раньше был просто порошок, теперь идет серьезная работа над кристаллическими модификациями, покрытиями, дисперсностью. Но не все так гладко, конечно. Попробую разложить по полочкам, как это выглядит изнутри, без глянца.
От рутила и анатаза к ?настроенным? продуктам
Раньше все было просто: есть рутил, есть анатаз, и основные различия — в степени белизны и фотоактивности. Сейчас же китайские заводы, особенно крупные, вроде Lomon Billions или CNNC HUAYUAN, активно развивают линейки продуктов под конкретные применения. Это не маркетинговая болтовня, а реальные технологические линии. Например, для покрытий, требующих высокой диспергируемости и стабильности, уже несколько лет как запущено производство рутила с особым органокремниевым покрытием. Не везде, конечно, получается стабильно, но сам факт, что они этим занимаются, говорит о многом.
Здесь ключевой момент — это именно адаптация технологии хлоридного и сульфатного методов. Сульфатный метод, который исторически был основным в Китае, считается более ?грязным?, но он позволяет лучше играть с морфологией частиц на стадии гидролиза. Знаю по опыту работы с одним из поставщиков из провинции Сычуань: они на сульфатном процессе добиваются очень узкого распределения частиц по размерам за счет точного контроля температуры и концентрации при осаждении. Это критично для производителей пластиков, где агломераты — это брак.
А вот с хлоридным методом, который чище и считается более продвинутым, не все так радужно. Технологию в основном лицензировали или ?подсматривали? у западных компаний. Основная проблема, с которой сталкивались многие — это коррозия оборудования и чистота сырья (рутиловый шлак или синтетический рутил). Были случаи, когда партия TiO2 имела повышенное содержание железа или алюминия именно из-за некондиционного сырья, что убивало укрывистость. Сейчас с этим борются, но риски, особенно у средних производителей, остаются.
Оборудование и ?ноу-хау?: где тонко, там и рвется
Если посмотреть на новые заводы, то оборудование часто импортное — немецкие мельницы, французские фильтр-прессы, японские системы контроля. Выглядит впечатляюще. Но самая ценная часть — это не станки, а технологический регламент, тот самый ?ноу-хау? по настройке всего этого хозяйства. Вот здесь часто провалы случаются. Помню историю с одним заводом в Шаньдуне: поставили суперсовременную линию кальцинации, а стабильно выходить на нужную кристаллическую структуру и размер частиц не могли полгода. Пока не пригласили старых технологов с соседнего, советского еще, завода — те по приборам и по цвету пламени в печи научили регулировать.
Поэтому когда оцениваешь китайского производителя, важно смотреть не на блестящие трубы, а на то, как долго работает эта конкретная линия и насколько стабильны параметры от партии к партии. Часто выгоднее работать с теми, кто использует проверенное, может, не самое новое оборудование, но уже ?обкатанное? до состояния, когда мастер-технолог на слух определяет неполадку в насосе.
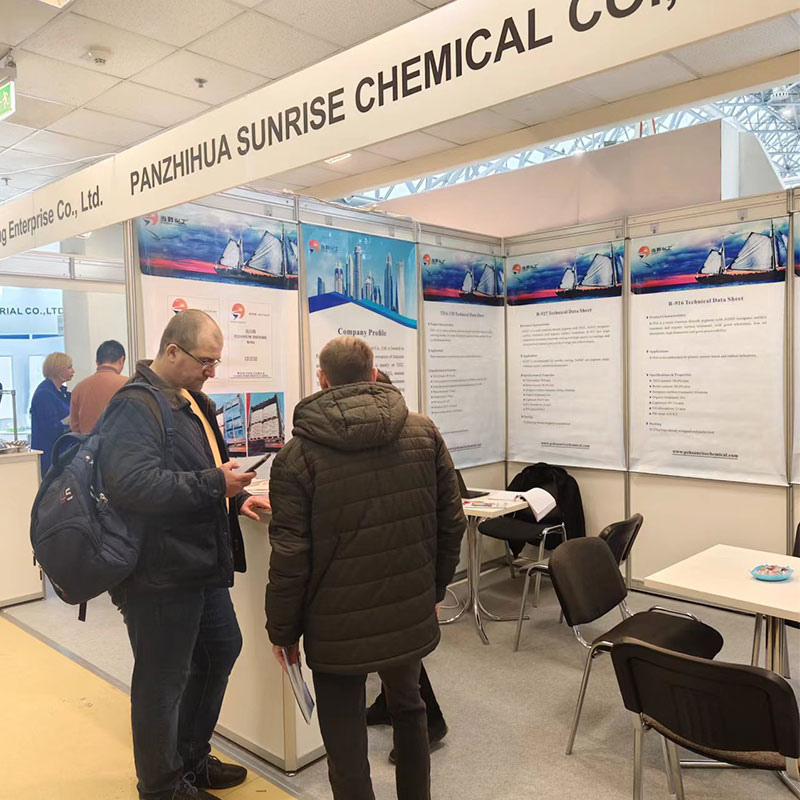
Кстати, о стабильности. Очень показательна работа с таким поставщиком, как ООО Паньчжихуа Даншэн Химикат (их сайт — sunrisechem.ru). В их описании четко видна специализация: экспорт TiO2 и сульфата железа. Это типичная картина для многих китайских экспортно-ориентированных компаний. Они часто не являются прямыми гигантами-производителями, но работают как надежные ?руки?, доносящие продукт до зарубежного покупателя. Их сила — в глубоком знании возможностей конкретных заводов-изготовителей. Они могут сказать: ?Для вашей краски по дереву вот этот рутил с завода в Хэнани подойдет, потому что у них мельница дает более игольчатую форму частиц, а вот для пластика берите другой — там покрытие лучше ложится?. Это и есть та самая практическая технология применения, которая не менее важна, чем производственная.
Покрытия и модификации поверхности — поле для экспериментов
Это, пожалуй, самая динамичная область. ?Голый? диоксид титана сейчас почти не используется. Его обязательно чем-то покрывают — кремнеземом, глиноземом, цирконием, органическими соединениями. Цель — снизить фотоактивность (чтобы краска не мелела), улучшить диспергируемость, повысить устойчивость к погодным условиям.
Китайские лаборатории вовсю экспериментируют с составами покрытий. Но есть нюанс: часто они идут по пути копирования успешных рецептур DuPont или Chemours. Получается иногда очень близко, иногда нет. Проблема в чистоте реагентов для покрытия и в самом процессе нанесения. Если осаждение гидроксидов алюминия или кремния идет неравномерно, то в одной партии могут быть частицы с отличной устойчивостью к УФ, а в другой — практически без защиты. Мы как-то получили партию, где в мешках с одной паллеты дисперсность была разной. Причина — локальный перегрев в реакторе на стадии модификации поверхности.
С другой стороны, именно у китайских производителей можно найти интересные нишевые решения. Например, тот же ООО Паньчжихуа Даншэн Химикат предлагает не просто TiO2, а с привязкой к применению. Их специализация на экспорте означает, что они хорошо знают, что нужно рынку СНГ, и могут подобрать продукт с оптимальным соотношением свойств и цены. Иногда они сами инициируют у завода пробную партию с определенными параметрами покрытия под запрос конкретного клиента. Это гибкость, которой часто не хватает гигантам.
Экология и сырье: обратная сторона роста
Технологии производства TiO2 — это всегда история про отходы. Сульфатный метод дает гигантские объемы отработанной серной кислоты и сульфата железа (кстати, последний как раз указан в ассортименте компании с sunrisechem.ru). Раньше это просто сбрасывалось, теперь — большая головная боль и статья расходов. Многие заводы вынуждены вкладываться в технологии утилизации и переработки, что напрямую бьет по себестоимости. Слышал, что некоторые пытаются продавать побочный сульфат железа для очистки сточных вод, но логистика часто ?съедает? выгоду.
Сырьевая база — отдельный вопрос. Собственных высококачественных ильменитовых или рутиловых концентратов не хватает. Закупают в Австралии, Африке, Вьетнаме. Колебания цен и качества на этом рынке напрямую влияют на стабильность производства в Китае. Завод, который вчера делал хороший продукт из австралийского шлака, завтра, перейдя на более дешевый африканский ильменит, может выдать TiO2 с повышенным содержанием хрома или ванадия. Технологам приходится постоянно перенастраивать процесс, что не всегда удается быстро.
Это та область, где даже самый продвинутый производственный процесс упирается в экономику. И здесь китайские компании проявляют чудеса изворотливости, создавая сложные цепочки поставок и вводя в строй установки по обогащению бедного сырья. Но риски для конечного покупателя, конечно, возрастают.
Что в итоге? Практический взгляд на выбор
Итак, если резюмировать мой опыт. Да, китайские производители TiO2 серьезно продвинулись в технологиях. Они уже не просто копируют, а адаптируют и иногда предлагают вполне конкурентоспособные решения, особенно в среднем ценовом сегменте. Их сильная сторона — гибкость и скорость реакции на запросы рынка.
Но слабое место — это стабильность. Не столько даже внутри одной партии (с этим сейчас многие справились), сколько в долгосрочной перспективе. Меняется сырье, обновляется оборудование, уходят ключевые технологи — все это может привести к незаметным на первый взгляд сдвигам в свойствах продукта.
Поэтому мой совет: работать нужно либо напрямую с очень крупными и проверенными заводами, имеющими полный цикл и свои лаборатории контроля, либо через надежных специализированных экспортеров. Как раз таких, как упомянутая компания. Их роль — быть фильтром и переводчиком между вашими требованиями и реальными возможностями завода. Они могут обеспечить тот самый контроль качества ?на входе? в страну, отбраковать неудачную партию и знать, на каком именно производстве сейчас лучше всего получается нужный вам тип диоксида титана. В вопросах технологии применения это бесценно. В конце концов, даже самый совершенный TiO2 — это всего лишь сырье, которое должно идеально работать в вашем конкретном продукте. А это и есть высший пилотаж в нашем деле.